



链板输送的特色:
1、链板输送适用范围广。除粘度特别大的物料外,一般固态物料和成件物均可用它输送;
2、链板输送输送能力大。
3、链板输送牵引链的强度高,可用作长距离输送;
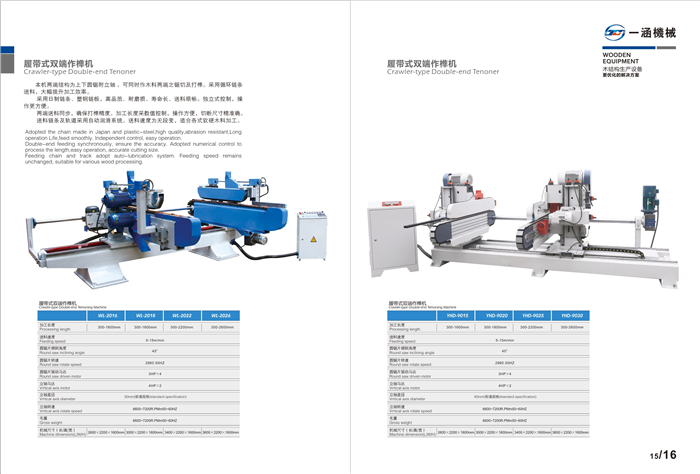
4、链板输送安置灵敏。与网带式输送比较,链板输送可在较大的倾角和较小的曲折半径的条件下输送,因而安置的灵敏性较大。链板输送的倾角可达30°-35°,曲折半径一般约为5-8m;
5、链板在输送过程中可进行分类、枯燥、冷却或安装等各种工艺加工;
6、链板运转平稳可靠。





流水线工作能够让员工更好的解放双手,同时还把生产效率提升了许多,经过小编了解,一般来说,装配课每条流水线每天至少要有4-5次以上的换线,那么流水线换线时间为什么这么长?
1、作业员、供料员及组长对换线速度对生产效率的影响认识度不够;
2、工装治具准备不足、机器故障率高,换线时调试治具、机器;
3、材料准备不到位,有断线的情况;
4、相关的部门、课对生产的配合度不够;
5、对换线产品的人数配置、作业方法、管控要点不太清楚;
6、换线前没有预料异常的发生,换线中异常处理时效太慢;
7、生产线不平衡、单件产品生产时间过长;
8、作业程序及规章制度没有有效地执行。

石膏板生产线通常包括以下工序和设备:
石膏混合工序:将石膏粉料和其他添加剂(如纤维、防火等)根据一定比例混合,并通过搅拌设备进行充分混合。
喷洒工序:将混合好的石膏浆料喷洒在连续的纸面板上,形成石膏板的毛面。
封纸工序:将另一张纸板覆盖在毛面上,形成石膏板的表面。
烘干工序:将石膏板送入烘干室或烤箱中,经过一定时间和温度的烘干,使石膏板充分结固和硬化。
木工生产线





 在线客服
在线客服 0757-22195090
0757-22195090 yihanjixie@163.com
yihanjixie@163.com


